 Partenaire Salon du Véhicule d'Aventure SVA
Partenaire Salon du Véhicule d'Aventure SVAAlfawise U20 One : la nouvelle imprimante 3D de Louloux !
RC Decouverte : Tutoriel et Sorties Modélisme Scale Trial 4x4 Crawler :: Impression 3D Pièces, Décorations, Carrosseries, Accéssoires, Améliorations et Engins Scale et Crawler :: Discussions autour de l'impression et imprimante 3D
Page 3 sur 3 •  1, 2, 3
1, 2, 3
Re: Alfawise U20 One : la nouvelle imprimante 3D de Louloux !
tuxstang Sam 11 Avr - 23:36
Pour mes pièce r/c, en dehors du remplissage qui varie en densité et forme, en général c'est 4 périmètres, 4 sup et 4 inf, peu importe la hauteur de couche. J'augmente rarement, ça n'a pas trop d'intérêt, même en 0.1.
tuxstang- Ville ou Région : idf
Age : 53
Date d'inscription : 27/01/2019
Messages : 665 -

Re: Alfawise U20 One : la nouvelle imprimante 3D de Louloux !
Louloux44 Dim 12 Avr - 0:06
ça va me faire un sacré changement
Impression Filament Flexible TPU sur la U20 One :
Lors de nos premières discussions, Patcha m'avait fait la remarque que l'imprimante U20 One disposait d'un feeder en mode bowden qui ne permettait pas d'imprimer les filaments flexibles (TPU)
Bowden = feeder séparé / éloigné de la buse.
Je lui avait répondu que la U20 One étant en mode Bowden "court" et que les spécialistes de cet imprimante conseillaient d'imprimer le genre de pièce ci :
dessous pour pouvoir imprimer du filament flexible.
https://www.thingiverse.com/thing:3463163
C'est tout comme sur ma Anet A8 qui malgré le fait qu'elle disposait d'un feeder direct créait un bourrage de filament sans ce même genre d'adaptateur.
Cependant, en regardant le nouveau feeder (nouvelle version de feeder remplacé par le fabricant) j'ai eu l'impression que ce même feeder avait une forme qui me rappelait les fameux adaptateurs pour filament flexible.
J'ai fais le test en chauffant la buse et en branchant mon rouleau de filament flexible TPU
Ensuite j'ai utilisé le menu pour demander au feeder d'envoyer le filament à la buse et ça sort bien sans aucun bourrage.
Il semblerait que le nouveau feeder de l'U20 One soit compatible d'emblée au filament flexible TPU et qu'on n'ait pas à imprimer d'adaptateur.
Dans la semaine je vais imprimer des bavettes et masques FFP2 flexibles et je vous confirmerai ça.
Mais c'est bien parti.


Louloux44- Admin
- Ville ou Région : Nantes Sud 44 / Ile Maurice
Age : 48
Date d'inscription : 19/02/2015
Messages : 17418 -

Re: Alfawise U20 One : la nouvelle imprimante 3D de Louloux !
tuxstang Dim 12 Avr - 5:25
Le plus gros problème, bien avant la longueur du bowden, c'est l'extrudeur (problème rencontré aussi en direct-drive donc), et en effet sur ton imprimante, la partie aval (après entrainement) est adaptée car elle ne laisse quasiment pas de liberté de mouvement au filament entre l'entraînement et la sortie, mais il lui reste toujours un défaut que je trouve rédhibitoire, celui de ne pas permettre l'ajustement de la pression de l'entraînement sur le filament ... ça devrait être obligatoire même quand on n'imprime pas du TPU. Les extrudeurs type Titan ou BMG sont mieux pour ça mais ils demandent une adaptation pour être utilisables sur ton imprimante.
Vient ensuite le type de tube bowden. En général les imprimantes sont fournies avec un tube PTFE classique au diamètre interne de 2mm (en pratique plus proche de 2.1mm) ... ça laisse "beaucoup" de place au TPU pour qu'il se comprime dans le bowden, donc une augmentation pas toujours régulière de la pression en amont de la buse qui complique les réglages de vitesse et la régularité de vitesse de sortie du filament fondu. On peut la aussi se faciliter la vie en remplaçant le tube par un PTFE type Capricorn, son diamètre interne plus réduit (proche de 1.9mm) et sa rigidité légèrement supérieure donnent moins de liberté au TPU qui est du coup plus régulier en sortie de la buse.
Enfin les paramètres de vitesse d'impression permettent d'affiner ... on jouera sur la vitesse d'impression de l'imprimante (en général autour de 30mm/s) mais aussi sur la vitesse d'accélération de l'extrudeur (on peut être amené à la réduire).
Bref c'est toujours plus compliqué qu'en direct-drive ... mais c'est largement faisable en bowden.
tuxstang- Ville ou Région : idf
Age : 53
Date d'inscription : 27/01/2019
Messages : 665 -
Re: Alfawise U20 One : la nouvelle imprimante 3D de Louloux !
Louloux44 Dim 12 Avr - 23:56
J'aurais voulu poster quelques photos de mes premières réalisations afin que vous me donniez votre avis mais j'ai des soucis pour envoyer des image sur le forum. Je dois attendre l'aide des gens de chez forumactif.
Sinon je dois dire que pour une imprimante à 270Eur FDPI la U20 One est vraiment pas mal.
Certes j'ai pas imprimé beaucoup à ce stade pour avoir le recul suffisant mais j'en suis
 .
.Dans les jours qui viennent je vais imprimer un certain nombre d'objets en PLA et TPU.
Louloux44- Admin
- Ville ou Région : Nantes Sud 44 / Ile Maurice
Age : 48
Date d'inscription : 19/02/2015
Messages : 17418 -
Re: Alfawise U20 One : la nouvelle imprimante 3D de Louloux !
Louloux44 Mer 29 Avr - 12:54
Par contre je me demande si la face A (celle qui va sur le plateau chauffant) dot être collée sur le verre ou le plateau chauffant directement (plateau alu) ?
C'est ce produit : plateau magnétique flexible 30x30
Sinon, après le déjeuner je vais connecter les Alfawise ACS01 TL Smoother sur les moteurs X et Y.
Aussi je vais bientôt pouvoir publier mes photos de mes impressions avec l'alfawise U20 One pour que vous me donniez votre avis.
Louloux44- Admin
- Ville ou Région : Nantes Sud 44 / Ile Maurice
Age : 48
Date d'inscription : 19/02/2015
Messages : 17418 -
Re: Alfawise U20 One : la nouvelle imprimante 3D de Louloux !
Louloux44 Jeu 30 Avr - 16:30
Pour la pose du revêtement magnétique, finalement il fallait coller un face (A) du revêtement magnétique sur le verre et non pas directement sur le plateau chauffant.
La notice très brève n'était pas du tout claire.
Ce qui est pas très logique car on a besoin d'utiliser les pinces pour tenir le plateau en verre + un face du revêtement magnétique collé dessus.
Donc pour décoller les pièces imprimées, il faut enlever les pinces.
En détachant la 2ème cade magnétique (B) pour la plier un peu pour détacher les pièces imprimées, on fait forcement bouger le plateau en verre + face A.
Donc à la prochaine impression, il faut obligatoirement refaire le nivellement.
Aussi la bande adhésive de la face A est se décolle lors de la chauffe plateau. Il faut déplacer les pinces pour faire tenir la face A. Et appliquer avec les mains régulièrement.
En outre, lorsque le plateau est chaud, la face magnétique B se décolle dans les 4 bords et remonte un peu lors de l'impression.
Aussi, par accident j'avais la tête d'impression sur le plateau en chauffe à 230°. J'ai poussé le filament en oubliant que j'étais pas en position HOME.
Bilan un petit trou (un point) sur la surface magnétique.
Et enfin, ce revêtement est un peu plus grand que du 30x30cm (par quelques millimètres).
J'ai du le recouper dans 2 bords avec des ciseaux standards.
Par contre 2 points positifs avec ce revêtement magnétique :
- plus besoin de spray adhérent (dimafix ou vivel dop) avec le nettoyage du plateau qui va avec après chaque impression. ça c'était chiant !
Surtout de sentir l'odeur de lac de cheveux durant des heures dans ma pièce très bien ventilée.
- les pièces sont faciles à détacher en décollant l'avant du revêtement et en le pliant un peu.

Avis sur l'installation et tests des TL Smoother sur l'alfawise U20 One :
J'ai installé le fameux TL Smoother sur l'alfawise U20 One.
Mais lorsque j'ai rallumé l'imprimante et que j'ai fait un HOME, le plateau allait vers l'avant (le sens inverse).
J'ai cherché partout en inversant les connecteurs sur les petits circuits sans trouver.
C'est alors que j'ai lu un avis d'un client français (un certain Ddo que je remercie) qui disait que les petits cables livrés avec ces TL smoother étaient à l'envers et qu'il fallait les inverse dans le connecteur comme suit :

Louloux44- Admin
- Ville ou Région : Nantes Sud 44 / Ile Maurice
Age : 48
Date d'inscription : 19/02/2015
Messages : 17418 -
Re: Alfawise U20 One : la nouvelle imprimante 3D de Louloux !
Nicolas_49 Jeu 30 Avr - 17:49
60° maxi sinon tu fait fondre la colle et ça ne colle plus.
Pourquoi tu coince le plateau avec les pinces ?
Suffit de le mettre le plateau a coté des pinces . Si il est trop grand tu recoupe au ciseaux.

Nicolas_49- Ville ou Région : Angers (49)
Age : 48
Date d'inscription : 21/06/2019
Messages : 531
Re: Alfawise U20 One : la nouvelle imprimante 3D de Louloux !
Louloux44 Jeu 30 Avr - 21:53
Ce revêtement magnétique est bien du type buildtak ?Nicolas_49 a écrit:Le plateau collant n'aime pas les grosse température.
60° maxi sinon tu fait fondre la colle et ça ne colle plus.
J'ai un peu de mal à comprendre les différents types.
Le buildtak livré d'origine avec l'imprimante (voir photo ci dessous) est à coller sur le plateau en verre mais à ce qu'il parait on en chie pour décoller les pièces.

Sur la petite notice succincte du revêtement magnétique que j'ai acheté, il est précisé qu'il peut tenir un chauffage de plateau à 80° pour l'impression de l'ABS.
Mais au vu de comment l'adhésif se décolle et vu comment la 2ème face magnétique se décolle de la face A dans les 4 extrémités lors de l'impression, le doute m'habite.

Comme je l'ai dit plus haut, l'adhésif se décolle et vu comment la 2ème face magnétique se décolle de la face A dans les 4 extrémités lors de l'impression.Nicolas_49 a écrit:
Pourquoi tu coince le plateau avec les pinces ?
Suffit de le mettre le plateau a coté des pinces . Si il est trop grand tu recoupe au ciseaux.
Donc je suis obligé de tout tenir avec des pinces sinon ça rebique lors de la chauffe plateau.
Si je fais comme toi ce sera la danse d'une raie manta sur le plateau.

C'est de la grosse daube à 18USD.
En plus j'ai très peu de place pour mettre des pinces dans les côtés du plateau qui passe proche des montants de l'axe Z.
Donc obligé de mettre les pinces devant et derrière contrairement à toi.
Puisque j'aime pas le gaspillage, je vais utiliser ce revêtement jusqu'à ce que je trouve un meilleur et adapté pour grand plateau.
Sinon j'ai un souci d'alignement de la tête d'impression.
J'ai ajouté un objet sur le plateau à imprimer. Ce dernier est centré automatiquement par CURA sur le plateau de l'imprimante.
Je multiplie l'objet par 16pcs (soit 17 pcs en tout) et Cura recalcul leur position et effectue le centrage sur le plateau de 30x30cm.
Aucun objet n'est situé en dehors de la zone d'impression selon CURA.
Mais lorsque j'imprime, des 2 objets qui sont situés en dehors du plateau. Et je suis obligé de supprimer 2 pièces alors que normalement j'aurai du pouvoir les imprimer sans problème.
Lorsque je fais un HOME :
- la tête vient s'arrêter contre l'interrupteur -> OK
- le plateau se déplace en arrière jusqu'à l'interrupteur -> OK
Mais lorsque j'imprime sur tout le plateau les objets sont décalés comme suit :
Décalage en avant et arrière du plateau (axe Y) :

Décalage à gauche et à droite du plateau (axe X) :

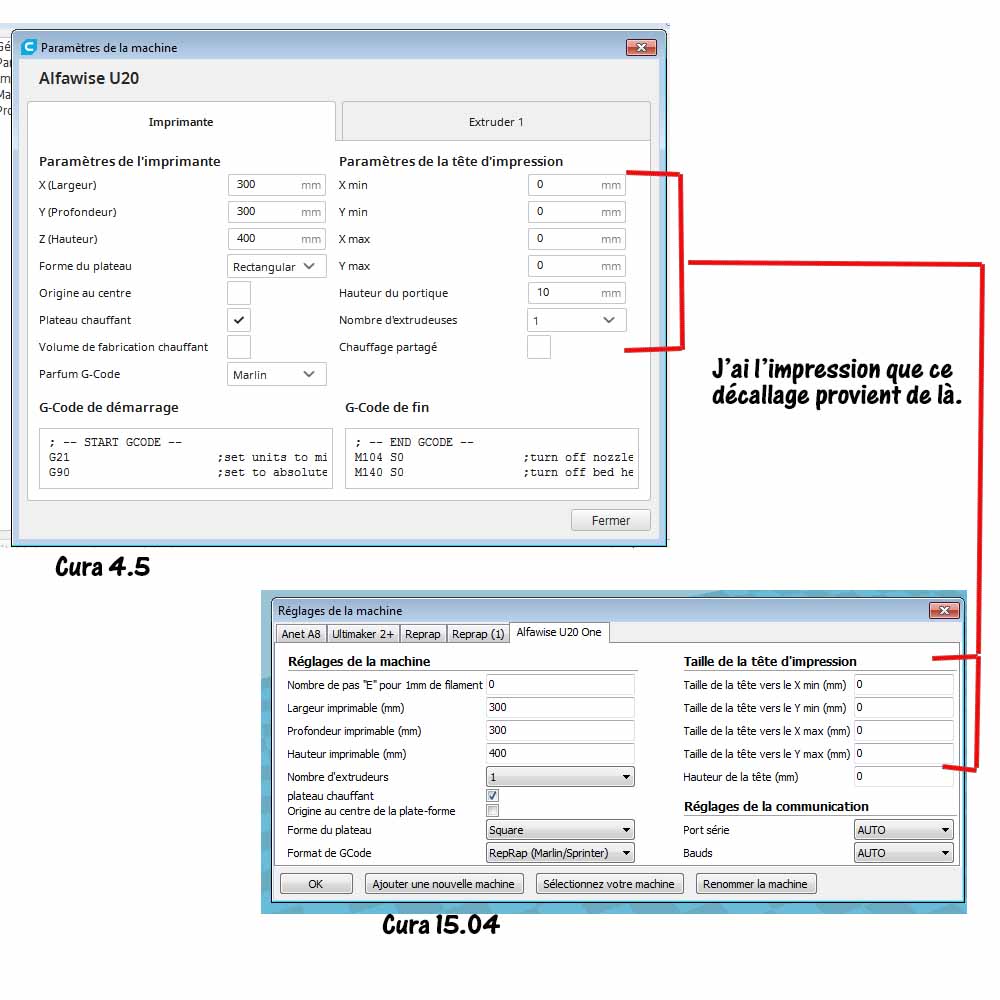
Décalage de la buse et l'angle du plateau en position home.
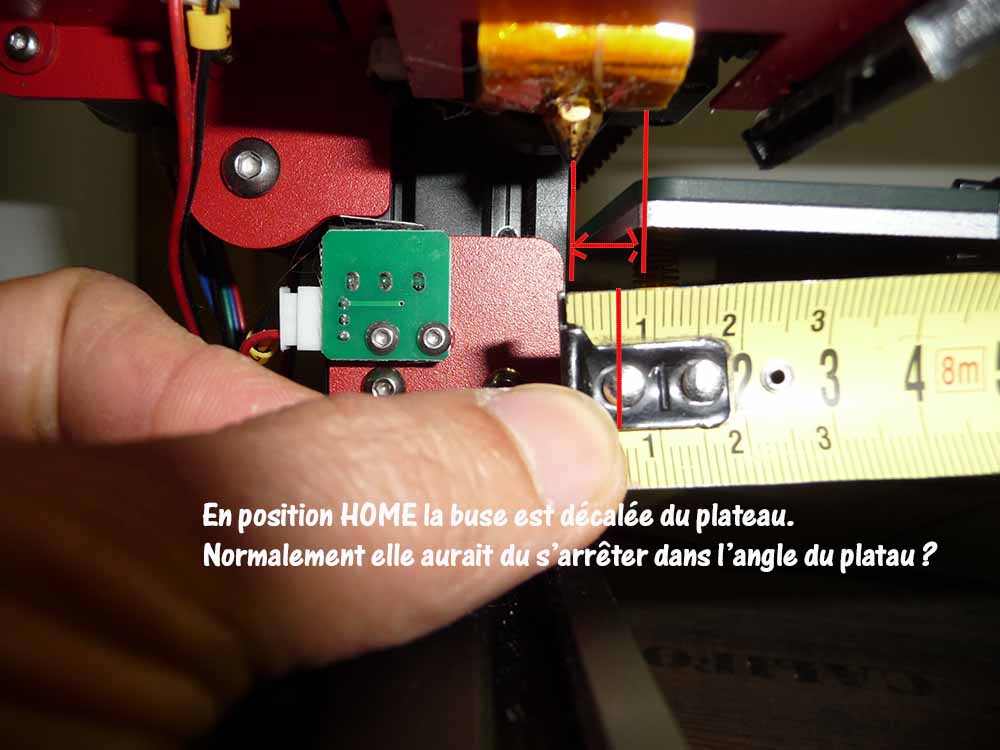
ça doit sans doute provenir de ces réglages ?
Qui aurait une idée ou suggestion ?
Louloux44- Admin
- Ville ou Région : Nantes Sud 44 / Ile Maurice
Age : 48
Date d'inscription : 19/02/2015
Messages : 17418 -
Re: Alfawise U20 One : la nouvelle imprimante 3D de Louloux !
tuxstang Ven 1 Mai - 8:39
Le buildtak est une surface hyper efficace ... tellement efficace qu'elle rend le décollement des pièces difficile à froid. C'est pour ça que je préfère le support type "Ultrabase", il est tout aussi efficace (quand il fonctionne, attention aux "fakes") et facilite le décollement des pièces au refroidissement ... mais dans le cas d'une plaque magnétique, le buildtak est parfait, le problème de l'accroche à froid n'en est plus un.
Pour le décalage de l'impression par rapport au centre du plateau, c'est bien sur les paramètres de la tête d'impression qu'il faut jouer dans Cura ... l'interrupteur ne donne que le "0" et comme bien souvent Marlin n'est pas configuré pour identifier la position de la buse par rapport à ce "0" sur les imprimantes low-cost, il faut ajuster au niveau trancheur.
tuxstang- Ville ou Région : idf
Age : 53
Date d'inscription : 27/01/2019
Messages : 665 -
Re: Alfawise U20 One : la nouvelle imprimante 3D de Louloux !
Louloux44 Ven 1 Mai - 11:06
Merci pour tes explications.tuxstang a écrit:Le problème de collage sur la plaque de verre ... toujours laisser le temps à la colle de faire effet. Dans l'excitation du moment, on lance une impression le plus rapidement possible, mais la colle utilisée, comme toutes les colles, nécessite d'avoir le temps de faire son job. Quand on colle une surface d'accroche ou comme la une plaque magnétique, l'idéal, c'est d'attendre 24h. Ensuite on fait des cycles de chauffe progressif (40,60,80,100 - rayez la mention inutile en cas de support magnétique) en laissant refroidir entre chaque ... après ça, ça bougera plus, et la colle ne risquera pas de fondre. D'ailleurs la limite à 80deg des supports magnétiques, c'est pour la conservation du magnétisme, pas pour la colle ... les aimants perdent leurs caractéristiques en chauffant.
C'est quand même fou que sur la petite notice on n'explique pas cela.
Comme, j'ai pas attendu 24h assez avant de mettre en chauffe c'est mort alors ? ça se décollera tout le temps ?
J'aime bien le principe du revêtement magnétique. Quand la face A (face à coller sur le verre) colle bien au plateau et quand la face B (la face magnétique) ne rebique pas à 60° de chauffe du plateau.tuxstang a écrit:
Le buildtak est une surface hyper efficace ... tellement efficace qu'elle rend le décollement des pièces difficile à froid. C'est pour ça que je préfère le support type "Ultrabase", il est tout aussi efficace (quand il fonctionne, attention aux "fakes") et facilite le décollement des pièces au refroidissement ... mais dans le cas d'une plaque magnétique, le buildtak est parfait, le problème de l'accroche à froid n'en est plus un.

Cela m'évite l'utilisation de dimafix ou de laque pour cheveux ainsi que le nettoyage après chaque impression.
C'est juste que mon revêtement de plateau magnétique qui est merdique.
Ce matin je suis allé voir et c'était pas relevé dans les bords.
Il faut dire que hier soir quand j'ai éteint l'imprimante je n'avais pas aplatit et recollé le revêtement au refroidissement. J'ai juste éteint.
ça tombe bien, aujourd'hui je ne comptais pas imprimer. Vais appliquer ce revêtement avec des pinces partout.
On verra bien demain.
Merci pour tes conseils
Sinon j'ai entendu parler du Ziflex. ça semble super
On voit bien que la d'adhésif est du 3M. ça doit coller dur. Par contre bonjour le décollement un jour....
Par contre c'est indispo partout.... et ça doit être cher...
Aussi j'ai vu que sur ma face B (partie magnétique que le revêtement d'impression peut facilement se décoller de son adhésif.
Cela veut dire que lorsque la surface à imprimer sera abimée, je pourrai peut être la remplacer par le revêtement d'origine livré avec mon imprimante ?
Je verrai bien
tuxstang a écrit:
Pour le décalage de l'impression par rapport au centre du plateau, c'est bien sur les paramètres de la tête d'impression qu'il faut jouer dans Cura ... l'interrupteur ne donne que le "0" et comme bien souvent Marlin n'est pas configuré pour identifier la position de la buse par rapport à ce "0" sur les imprimantes low-cost, il faut ajuster au niveau trancheur.
Ok merci.
Donc si je comprends bien :
- si mon plateau se décale plus à l'avant il faut que je rectifie l'AXE Y en demandant à Cura de reculer de 5mm.
- si mon plateau se décale plus à gauche il faut que je rectifie l'AXE X en demandant à Cura de décaler de 10mm -10X ?
Est ce que je dois faire ceci ?
X min : -10mm
Y min : -5mm
X max : 0
Y max : 0
Problème de déplacement de plateau en fin d'impression avec Cura 4.5 contrairement à Cura 15.04.
En fin d'impression, l'imprimante avance le plateau vers l'avant, puis il repart à l'arrière en désactivant les moteurs.
Comment faire pour que le plateau ne reparte par à l'arrière ?
Voici le end Gcode :
; -- END GCODE --
M104 S0 ;turn off nozzle heater
M140 S0 ;turn off bed heater
G91 ;set to relative positioning
G1 E-10 F300 ;retract the filament slightly
G90 ;set to absolute positioning
G28 X0 ;move to the X-axis origin (Home)
G0 Y280 F600 ;bring the bed to the front for easy print removal <- Super mais le plateau repart en arrière juste après.
M84 ;turn off stepper motors
; -- end of END GCODE --
Louloux44- Admin
- Ville ou Région : Nantes Sud 44 / Ile Maurice
Age : 48
Date d'inscription : 19/02/2015
Messages : 17418 -
Re: Alfawise U20 One : la nouvelle imprimante 3D de Louloux !
tuxstang Ven 1 Mai - 20:28
Toutes les colles nécessitent un temps pour faire pleinement effet, même la cyano ... c'est juste le délais qui change. 24h c'est une grosse marge de sécurité parce qu'on ne connait pas la colle utilisée ... ça ne veut pas dire que si tu as attendu 23h ou même 12h ça se décollera ... mais ça, il n'y a qu'avec l'usage qu'on peut savoir ...louloux44 a écrit:
C'est quand même fou que sur la petite notice on n'explique pas cela.
Comme, j'ai pas attendu 24h assez avant de mettre en chauffe c'est mort alors ? ça se décollera tout le temps ?
Un nouveau revêtement parfait, fut un temps il en sortait 1 par mois ... comme on n'utilise pas forcément les mêmes filaments et conditions d'impression que dans les "tests", parfois c'est vrai, parfois pas ... et le prix n'est jamais un gage d'efficacité.louloux44 a écrit:
Sinon j'ai entendu parler du Ziflex. ça semble super
On voit bien que la d'adhésif est du 3M. ça doit coller dur. Par contre bonjour le décollement un jour....
Par contre c'est indispo partout.... et ça doit être cher...
louloux44 a écrit:
Donc si je comprends bien :
- si mon plateau se décale plus à l'avant il faut que je rectifie l'AXE Y en demandant à Cura de reculer de 5mm.
- si mon plateau se décale plus à gauche il faut que je rectifie l'AXE X en demandant à Cura de décaler de 10mm -10X ?
Est ce que je dois faire ceci ?
X min : -10mm
Y min : -5mm
X max : 0
Y max : 0
En principe oui ... je ne me suis jamais emmerdé a ajuster, je modifie trop souvent mes imprimantes pour que ça vaille le coup ... je positionne mes pièces à la louche sur Cura en fonction du décalage.
louloux44 a écrit:
Problème de déplacement de plateau en fin d'impression avec Cura 4.5 contrairement à Cura 15.04.
En fin d'impression, l'imprimante avance le plateau vers l'avant, puis il repart à l'arrière en désactivant les moteurs.
Comment faire pour que le plateau ne reparte par à l'arrière ?
Voici le end Gcode :
; -- END GCODE --
M104 S0 ;turn off nozzle heater
M140 S0 ;turn off bed heater
G91 ;set to relative positioning
G1 E-10 F300 ;retract the filament slightly
G90 ;set to absolute positioning
G28 X0 ;move to the X-axis origin (Home)
G0 Y280 F600 ;bring the bed to the front for easy print removal <- Super mais le plateau repart en arrière juste après.
M84 ;turn off stepper motors
; -- end of END GCODE --
Le end-gcode Cura 4.5 de ma A10 (en fait celui d'une Ender 3) :
Je n'ai pas le comportement que tu décris ... quand le G1 X0 Y{machine_depth} est réalisé, le plateau ne repart pas en arrière.G91 ;Relative positioning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z0.2 F2400 ;Retract and raise Z-> utile dans le cas d'impressions en PETG ou TPU qui ont tendance à "filer"
G1 X5 Y5 F3000 ;Wipe out -> équivalent à ton G28 X0
G1 Z10 ;Raise Z more-> réhausse la tête pour éviter tout contact accidentel (surtout si la buse à la morve au nez)
G90 ;Absolute positionning
G1 X0 Y{machine_depth} ;Present print -> équivalent à ton G0 Y280 F600 sauf qu'il s'appuie sur la profondeur du plateau telle que spécifiée dans la description de l'imprimante
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
tuxstang- Ville ou Région : idf
Age : 53
Date d'inscription : 27/01/2019
Messages : 665 -
Page 3 sur 3 • 1, 2, 3
» Découverte de la passion de tout terrain scale trial 4x4 réaliste électrique échelle 1:10
» Joyeux anniversaire Louloux44
» Photos de Louloux
» Présentation de Louloux et véhicules Nantes Sud 44
RC Decouverte : Tutoriel et Sorties Modélisme Scale Trial 4x4 Crawler :: Impression 3D Pièces, Décorations, Carrosseries, Accéssoires, Améliorations et Engins Scale et Crawler :: Discussions autour de l'impression et imprimante 3D